NEWS & COLUMN ข่าว&คอลัมน์
【Learning Vol-46】CMM แบบออปติคอลคืออะไร?
■ ภาพรวม:
โดยทั่วไปแล้ว CMM (เครื่องวัดพิกัด) มักมีขนาดใหญ่, คงที่ และเป็นแบบสัมผัส แต่ CMM แบบออปติคัล เช่น เครื่องสแกน 3 มิติ กำลังเปลี่ยนโฉมหน้าวงการ ช่วยให้สามารถวัด 3 มิติแบบไร้สัมผัสได้อย่างรวดเร็วและมีความยืดหยุ่นมากขึ้น ในบทความนี้ เราจะอธิบายความแตกต่างของเทคโนโลยีแต่ละชนิด, อธิบายวิธีการทำงาน และสำรวจโซลูชันการตรวจสอบล่าสุด
CMM แบบออปติคอลคืออะไร?
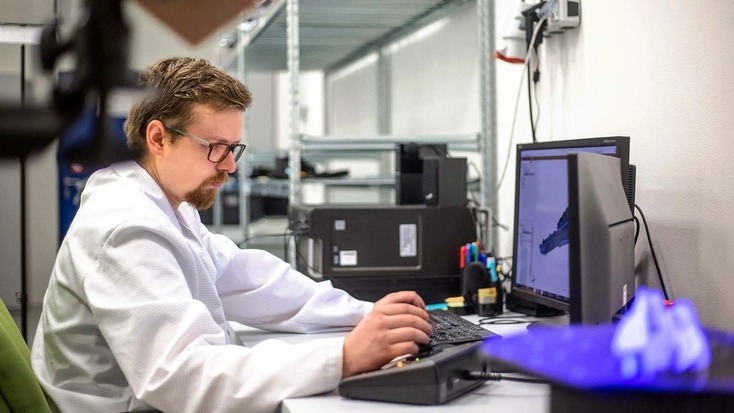
เครื่องวัดแสง Zeiss O-Detect กำลังวิเคราะห์ส่วนประกอบทางการแพทย์ ภาพจาก Carl Zeiss AG
วิธีที่ง่ายที่สุดคือการเริ่มต้นจากนิยามของ CMM แบบดั้งเดิม โดยพื้นฐานแล้ว CMM คือเครื่องจักรที่วัดอย่างแม่นยำโดยใช้การตรวจวัดทางกายภาพ อุปกรณ์เหล่านี้สร้างขึ้นโดยใช้แกนเชิงเส้น XYZ เพื่อบันทึกตำแหน่งของลักษณะทางเรขาคณิตในพื้นที่ 3 มิติ เทคโนโลยีนี้มีความเชี่ยวชาญเป็นพิเศษในการวัด 3 มิติที่มีความแม่นยำสูงและการตรวจจับรายละเอียดพื้นผิวที่คลุมเครือ
อย่างไรก็ตาม CMM แบบดั้งเดิมมักจะมีขนาดค่อนข้างใหญ่และมีค่าใช้จ่ายในการใช้งานสูง เมื่อทำงานกับผลิตภัณฑ์ที่เปราะบาง การตรวจสอบด้วยโพรบอาจทำให้เกิดความเสียหายได้ ซึ่งจำกัดการใช้งานในบางกรณี
ในทางกลับกัน CMM แบบออปติคัลถูกสร้างขึ้นมาเพื่อการวัด 3 มิติแบบไม่สัมผัสโดยเฉพาะ CMM เหล่านี้จะบันทึกรูปทรงเรขาคณิตของวัตถุโดยใช้เทคโนโลยีต่าง ๆ เช่น กล้อง, เลเซอร์ และแสงที่มีโครงสร้าง CMM แบบออปติคัลมีหลายประเภท แต่ทั้งหมดล้วนมีการใช้งานด้านมาตรวิทยา
วิวัฒนาการของเทคโนโลยี CMM
CMM ในยุคแรก ๆ ใช้งานด้วยมือ โดยอาศัยไดอัลอินดิเคเตอร์และหัววัดแบบแข็ง จนกระทั่งในช่วงทศวรรษ 1960 ได้มีการนำเซ็นเซอร์แบบอนาล็อกและแกนขับเคลื่อนด้วยเซอร์โวมาใช้ การควบคุมด้วยคอมพิวเตอร์และการวัดแบบ 3 มิติจึงเป็นไปได้ นับแต่นั้นมา ระบบอนาล็อกก็ถูกแทนที่ด้วยตัวเข้ารหัสแบบดิจิทัล ซึ่งช่วยปรับปรุงความแม่นยำและความสามารถในการทำซ้ำได้มากยิ่งขึ้น
【จุดสำคัญ】---------------------------------
CMM แบบดั้งเดิมทำงานโดยใช้การตรวจวัดทางกายภาพ CMM แบบออปติคัลหลายรุ่นมีทางเลือกแบบไร้สัมผัสและใช้งานได้หลากหลาย
ปัจจุบัน CMM สมัยใหม่รองรับการตรวจวัดแบบหลายเซ็นเซอร์ (แบบสัมผัส, แบบสแกน, แบบออปติคัล และแบบเลเซอร์) และทำงานโดยใช้ซอฟต์แวร์มาตรวิทยาที่ช่วยให้ระบบอัตโนมัติมีประสิทธิภาพมากขึ้น ความก้าวหน้าล่าสุดยังช่วยขยายขอบเขตเทคโนโลยีสำหรับวิศวกรอีกด้วย CMM แบบออปติคัลช่วยเพิ่มความเร็วและความหลากหลายในการใช้งาน นอกจากนี้ การผสานรวม AI, cloud computing และการวินิจฉัยแบบดิจิทัลทวินในวงกว้างขึ้น ยังช่วยให้เวิร์กโฟลว์อุตสาหกรรม 4.0 แบบบูรณาการเป็นไปได้

เครื่อง CMM แบบหลายเซ็นเซอร์ พร้อมหัววัดแบบสัมผัสและเครื่องสแกนเลเซอร์แบบไม่สัมผัส ภาพจาก Hexagon AB
CMM แบบออปติคอลทำงานอย่างไร?
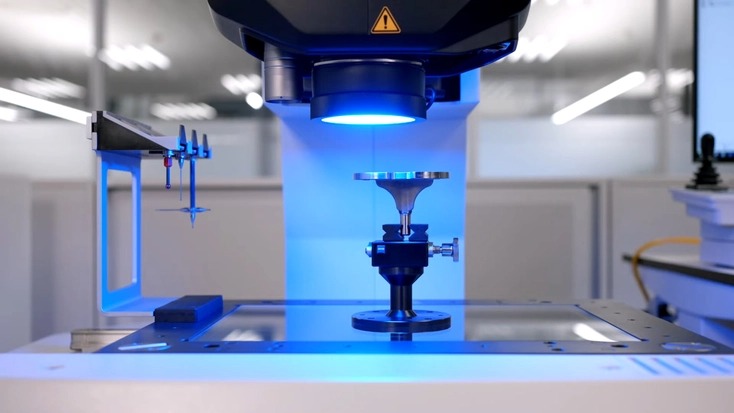
ขั้นตอนการทำงานของคุณจะแตกต่างกันเล็กน้อยขึ้นอยู่กับประเภทของ CMM CMM แบบออปติคัลที่ใช้ในห้องปฏิบัติการส่วนใหญ่กำหนดให้ผู้ใช้วางชิ้นส่วนบนแพลตฟอร์ม เทคโนโลยีการจับภาพ เช่น แสงสีขาว, กล้อง CCD/CMOS ความละเอียดสูง และเซ็นเซอร์วัดระยะเลเซอร์แบบสามเหลี่ยม จะถูกนำมาใช้เพื่อตรวจจับพื้นผิวของวัตถุโดยไม่ต้องสัมผัสโดยตรง อุปกรณ์พกพาอื่น ๆ ก็ไม่มีการสัมผัสเช่นเดียวกัน แต่ผู้ใช้สามารถควบคุมการทำงานด้วยตนเองได้เพื่อความยืดหยุ่นที่มากขึ้น
เมื่อจับภาพได้แล้ว ก็สามารถวิเคราะห์ข้อมูลได้โดยการเปรียบเทียบโมเดล CAD หรือเพียงวัดระยะทางและมุมระหว่างฟีเจอร์ต่าง ๆ เพื่อให้แน่ใจว่าผลลัพธ์มีความแม่นยำและอยู่ในขอบเขตความคลาดเคลื่อน
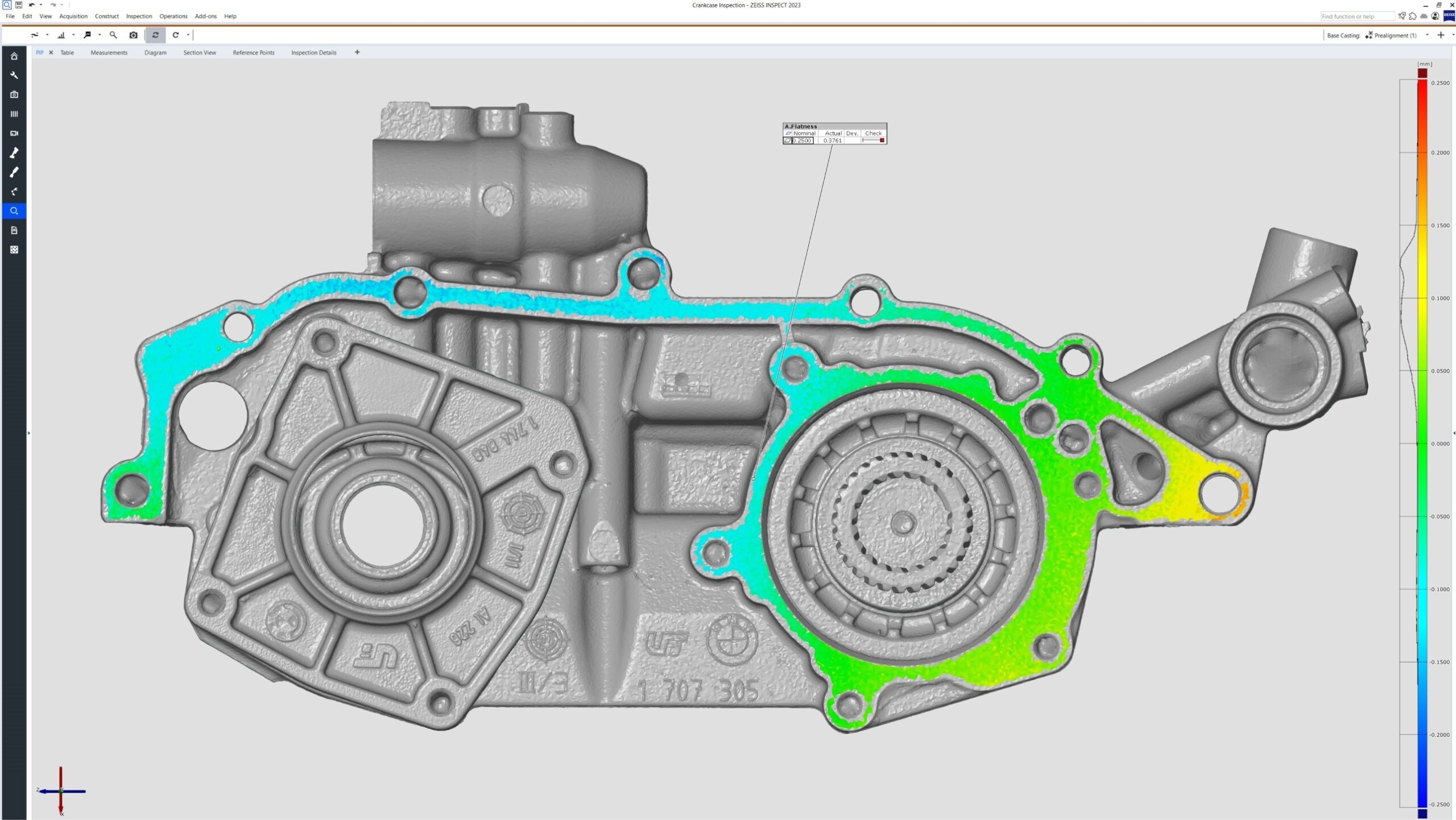
กำลังตรวจสอบห้องข้อเหวี่ยงที่สแกนแบบ 3 มิติด้วยเครื่อง ZEISS Inspect Optical 3D
โดยทั่วไปแล้ว CMM แบบออปติคัลเป็นเครื่องจักรขนาดใหญ่และอยู่นิ่ง แต่ผู้ใช้หลายรายเริ่มหันมาใช้ CMM อีกประเภทหนึ่ง นั่นคือ เครื่องสแกน 3 มิติ ซึ่งโดดเด่นด้วยความสามารถในการควบคุมและความเร็วที่เพิ่มขึ้น แต่เราจะพูดถึงการเปรียบเทียบเทคโนโลยีกันในเร็ว ๆ นี้ สำหรับตอนนี้ ควรสังเกตว่า CMM แบบออปติคัลสามารถทำงานในรูปแบบต่าง ๆ ได้หลากหลาย โดยบางรุ่นให้ความสำคัญกับความแม่นยำสูงสุด ในขณะที่บางรุ่นออกแบบมาเพื่อความคล่องตัวในการใช้งานที่หลากหลาย
CMM แบบออปติคอลอาศัยเทคโนโลยีหนึ่งอย่าง (หรือมากกว่า):
เซ็นเซอร์ภาพ/กล้อง: ในการตั้งค่าเหล่านี้ กล้องจะจับภาพส่วนที่ส่องสว่างด้วยแสงที่ควบคุมไว้ จากนั้นอัลกอริทึมการประมวลผลภาพจะตรวจจับลักษณะต่าง ๆ เช่น ขอบ, รู และรูปแบบ ข้อเสียหลักคือการวัดแบบ 2 มิติเท่านั้น เว้นแต่จะใช้ร่วมกับการโฟกัสแบบ Z (การแปรผันของโฟกัส)
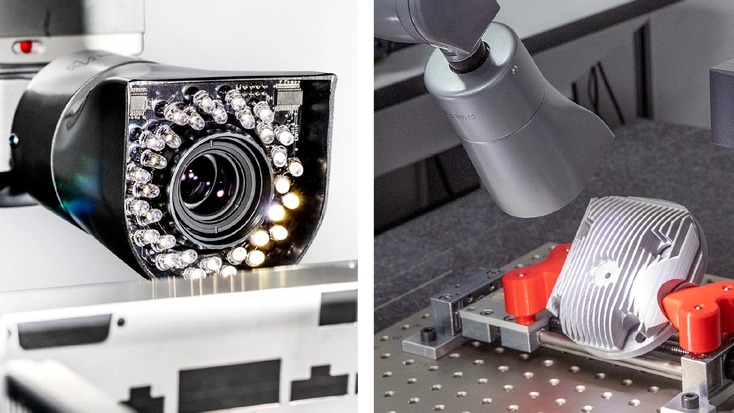
เซ็นเซอร์ภาพ HP C ขณะใช้งานจริง ภาพจาก Hexagon AB
Time-of-flight/phase-shift: เครื่องจักรที่สร้างขึ้นโดยใช้เทคโนโลยีเหล่านี้ก็อาศัยเลเซอร์เช่นกัน อย่างไรก็ตาม พวกมันคำนวณระยะทางที่แตกต่างกันออกไป ไม่ว่าจะเป็นการวัดระยะเวลาที่เลเซอร์ใช้ในการสะท้อนกลับ หรือการวัดความแตกต่างของเฟสของเลเซอร์ พวกมันมักจะทำงานได้ดีกว่าเมื่อมองจากระยะไกลและมีความแม่นยำน้อยกว่าในระยะใกล้ โดยรวมแล้ว พวกมันช่วยให้สามารถวัดได้โดยตรงโดยไม่ต้องสัมผัส
White/chromatic light: วิธีการนี้เกี่ยวข้องกับความคลาดเคลื่อนสี ซึ่งเป็นการที่แสงที่มีความยาวคลื่นต่างกันถูกยิงไปยังวัตถุจากระยะทางที่แตกต่างกัน แสงขาวถูกปล่อยออกมาผ่านเลนส์สี โดยที่ความยาวคลื่นแต่ละช่วงที่โฟกัสจะถูกตรวจจับโดยสเปกโตรมิเตอร์ การใช้เทคโนโลยีนี้ทำให้สามารถคำนวณความสูงได้อย่างแม่นยำและให้ความละเอียดตามแนวแกนสูง
Laser triangulation: โดยพื้นฐานแล้ว วิธีการนี้เกี่ยวข้องกับการสร้างสามเหลี่ยมระหว่างแหล่งกำเนิดแสงเลเซอร์, พื้นผิวของชิ้นงาน และตัวตรวจจับ เมื่อเลเซอร์สะท้อนกลับจากวัตถุ จะใช้การหาสามเหลี่ยมเพื่อคำนวณระยะห่างระหว่างตัวปล่อยแสงและพื้นผิว วิธีนี้เหมาะอย่างยิ่งสำหรับการบันทึกภาพโปรไฟล์สามมิติและวัตถุที่มีพื้นผิวขรุขระ
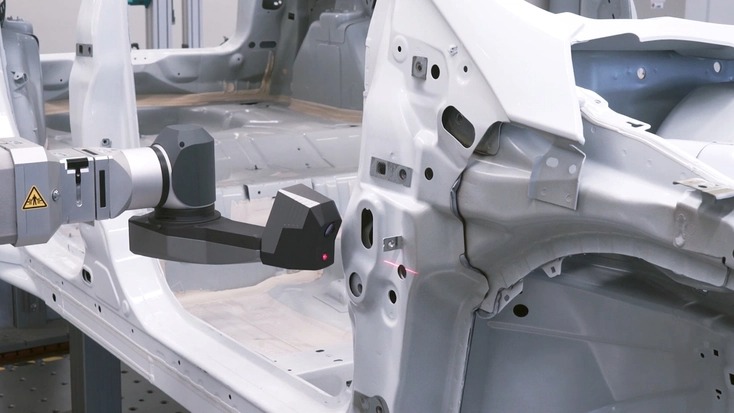
ภาพตัวถังรถกำลังถูกตรวจสอบด้วยเซ็นเซอร์เลเซอร์แบบสามเหลี่ยม ภาพจาก Carl Zeiss AG
Structured light: การฉายรูปแบบต่าง ๆ เช่น ลายเส้นและตารางลงบนชิ้นส่วน และการวัดการเสียรูปของรูปแบบเหล่านี้อันเนื่องมาจากรูปทรงเรขาคณิตของพื้นผิว เหมาะอย่างยิ่งสำหรับการแปลงเป็นดิจิทัลและการวิเคราะห์พื้นที่ขนาดใหญ่ รวมถึงการบันทึกรูปทรงอินทรีย์ เทคโนโลยีนี้มักใช้กับการสแกน 3 มิติ แต่ก็สามารถนำไปใช้ในที่อื่น ๆ ได้เช่นกัน
Confocal sensors: ท้ายที่สุด เครื่องจักรบางเครื่องก็ใช้เลนส์คอนโฟคอล ซึ่งจะโฟกัสแสงไปยังจุดเล็ก ๆ และวัดความเข้มของลำแสงที่สะท้อนออกมาเพื่อระบุระนาบโฟกัสที่เฉพาะเจาะจง ในทางปฏิบัติ วิธีนี้หมายถึงการจับภาพการสะท้อนที่คมชัดที่สุดเท่านั้น ทำให้มีความละเอียดในระดับนาโนเมตร
CMM แบบออปติคัลประเภทต่าง ๆ
Tactile CMMs – เหมาะสำหรับกรณีการตรวจสอบที่มีความคลาดเคลื่อนต่ำ เครื่องจักรเหล่านี้อาศัยการวัดด้วยหัววัดทางกายภาพ หมวดหมู่นี้ประกอบด้วย CMM แบบสะพาน, แบบคานยื่น และแบบแกนทรี
Hybrid optical CMMs – มักแตกต่างกันไปตามเทคโนโลยีการมองเห็น เช่น ระบบวัดวิดีโอ CMM แบบ confocal microscopy และ interferometers แบบแสงขาว สิ่งสำคัญที่ควรทราบคือ CMM แบบออปติคัลไฮบริดผสมผสานวิธีการแบบสัมผัสและแบบใช้การมองเห็นเข้าด้วยกัน แม้ว่าจะอยู่ในเครื่องจักรแบบคงที่ก็ตาม
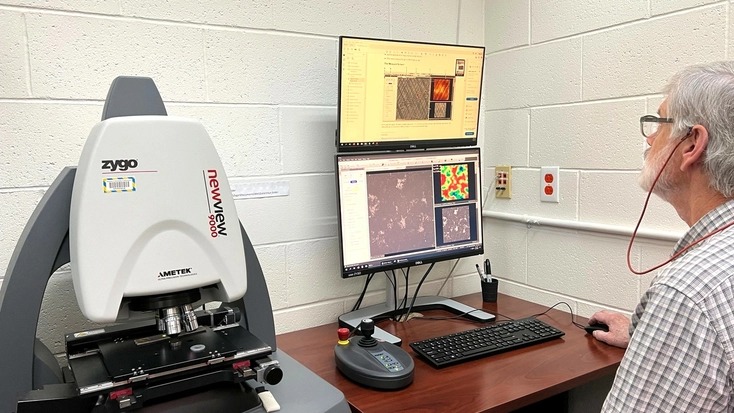
วิศวกรจาก University of Wisconsin กำลังใช้ Zygo New View 9000 ซึ่งเป็น interferometer แบบแสงขาวและแบบ phase-shift ภาพจาก Wisconsin Centers for Nanoscale Technology
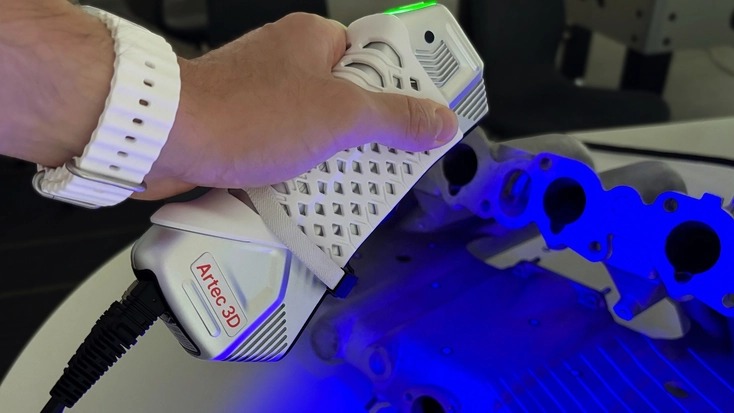
3D scanners – ในทางเทคนิคแล้ว เครื่องสแกน 3 มิติก็เหมือนกับเครื่อง CMM แบบออปติคัลเช่นกัน โดยส่วนใหญ่แล้วเครื่องสแกน 3 มิติจะใช้เลเซอร์หรือการบันทึกข้อมูลแบบมีโครงสร้างแสง ระบบสามารถติดตั้งบนขาตั้งกล้องหรือแขนหุ่นยนต์ หรือควบคุมโดยวิศวกรและควบคุมการเคลื่อนที่ไปรอบ ๆ วัตถุเป้าหมาย
เครื่องสแกน 3 มิติ Artec เป็น CMM แบบออปติคัล
Artec Micro II
ปัจจุบันเครื่องสแกน 3 มิติ Artec โดดเด่นด้วยความสามารถในการวัด 3 มิติที่มีความแม่นยำสูง จนสามารถถือเป็นเครื่องสแกน CMM แบบออปติคัลได้ Artec Micro II สามารถบันทึกข้อมูลขนาดเล็กที่พอดีกับมือคุณ ด้วยความแม่นยำสูงสุด 5 ไมครอน และความสามารถในการทำซ้ำได้ 2 ไมครอน ยิ่งไปกว่านั้น ด้วยการผสานรวมกับ Autopilot ใน Artec Studio ข้อมูลที่บันทึกด้วยอุปกรณ์จะถูกประมวลผลโดยอัตโนมัติ
ภายในซอฟต์แวร์บันทึกและประมวลผลข้อมูล 3 มิติ ตอนนี้คุณสามารถเริ่มการสแกนและสร้างแบบจำลอง 3 มิติได้ด้วยการคลิกปุ่มเพียงปุ่มเดียว เมื่อเปิดใช้งานแล้ว Micro II จะหมุนวัตถุตามแกนต่าง ๆ และบันทึกข้อมูลไปพร้อม ๆ กัน จากนั้นข้อมูลเมชจะถูกนำไปวางไว้ในโฟลเดอร์ที่กำหนด ซึ่งสามารถถ่ายโอนข้อมูลโดยอัตโนมัติเพื่อนำไปวิเคราะห์ในขั้นตอนการตรวจสอบแบบครบวงจร
Artec Metrology Kit
ผู้ที่กำลังมองหาโซลูชันมาตรวิทยาเฉพาะทางควรลองดู Metrology Kit ระบบวัดพิกัดออปติคัล 3 มิติเต็มรูปแบบนี้ให้ความแม่นยำระดับ 2 ไมครอนอันน่าทึ่งสำหรับวิศวกรรมย้อนกลับ, การตรวจสอบ และการวัด 3 มิติ ด้วยความแม่นยำระดับสูงสุด
การใช้งานครอบคลุมการวิเคราะห์การเสียรูปในชิ้นส่วนขนาดใหญ่ เช่น ใบพัดกังหัน, การควบคุมคุณภาพยานยนต์ และการวิจัยและพัฒนาในระดับขนาดใหญ่ ชุด Metrology Kit ทำงานด้วยมาตรฐาน 6 องศาอิสระและได้รับการรับรอง DAkkS จึงเป็นโซลูชันที่เชื่อถือได้สูงสำหรับการจัดการกรณีการใช้งานที่มีความสำคัญสูงสุดด้านความแม่นยำ
Artec Point
ต่อด้วยเครื่อง CMM แบบพกพา Artec Point ซึ่งเป็นเครื่องสแกนเลเซอร์เครื่องแรกของ Artec มอบความเสถียรในการติดตามสูง ขณะเดียวกันก็มีความคล่องตัวและแม่นยำเพียงพอที่จะได้รับการพิจารณาอย่างจริงจังในฐานะเครื่องมือวัด ผ่านการทดสอบตามมาตรฐาน VDI/VDE ภายใต้ห้องปฏิบัติการที่ได้รับการรับรองมาตรฐาน ISO อุปกรณ์นี้จึงตรงตามคุณสมบัติที่จำเป็นทั้งหมดที่คุณคาดหวังจากโซลูชันการเก็บข้อมูลทางอุตสาหกรรม
Artec Point สามารถวัดวัตถุที่มีรูปร่างและขนาดแตกต่างกันได้อย่างแม่นยำและความละเอียดสูงถึง 20 ไมครอน มาพร้อมกล้องความละเอียดสูง (HD) และการออกแบบแบบ “angled” ที่เป็นนวัตกรรมใหม่ ช่วยให้สามารถตรวจจับรูปทรงเรขาคณิตที่บันทึกได้ยาก และมองทะลุพื้นที่ต่าง ๆ เช่น หลุมลึก ด้วยโหมดการสแกนสามโหมดสำหรับพื้นผิวประเภทต่าง ๆ ผู้ใช้สามารถสลับระหว่างการสแกนแบบตารางสำหรับวัตถุขนาดใหญ่ การสแกนแบบเลเซอร์ขนานสำหรับพื้นผิวที่ซับซ้อน หรือการสแกนแบบเลเซอร์เดี่ยวสำหรับการเจาะเข้าไปในรูและช่องว่างต่าง ๆ
ชิ้นส่วนยานยนต์ที่ถูกสแกน 3 มิติด้วย Artec Point
ต่างจากเครื่องสแกน 3 มิติ Artec รุ่นอื่น ๆ Artec Point จำเป็นต้องใช้เป้าหมาย อย่างไรก็ตาม ผู้ผลิตในอุตสาหกรรมที่กำลังมองหาเครื่องสแกนแบบพกพาระดับมาตรวิทยา ต่างเล็งเห็นคุณค่าของโซลูชันที่มีความแม่นยำสูงและพกพาสะดวก ซึ่ง Point ก็ตอบโจทย์ได้หลายข้อในเรื่องนี้
Artec Leo
เมื่อพูดถึงการวัด 3 มิติแบบไร้ขีดจำกัด ไม่มีสิ่งใดในตลาดเทียบเคียง Artec Leo ได้ หาก Point มีความสามารถรอบด้าน Leo ก็มอบอิสระในการบันทึกภาพที่แทบจะไร้ขีดจำกัด CMM แบบพกพาแบบ all-in-one รุ่นนี้ทำงานแบบไร้สายอย่างสมบูรณ์ สามารถบันทึกภาพได้สูงถึง 35 ล้านจุดต่อวินาที และมาพร้อมหน้าจอในตัวที่ช่วยให้ผู้ใช้มั่นใจได้ว่าจะบันทึกภาพได้ครบถ้วน ความแม่นยำเพียง 0.1 มม. อาจทำให้ผู้ที่ทำงานภายใต้สภาวะการใช้งานที่หนักหน่วงรู้สึกไม่มั่นใจ แต่ก็ยังคงแม่นยำเพียงพอสำหรับผู้ใช้งานส่วนใหญ่
ยกตัวอย่างเช่น ในแอปพลิเคชันต่าง ๆ เช่น การซ่อมท่อส่งน้ำมันและก๊าซ Leo ช่วยให้ผู้ใช้สแกนพื้นที่ร้อนที่เข้าถึงยากได้อย่างราบรื่นด้วยความแม่นยำที่เพียงพอสำหรับการปรับแต่งแคลมป์ซ่อมแซม ในกรณีที่ต้องการการเข้าถึงที่มากขึ้น Ray II ยังสามารถใช้เพื่อจับภาพสิ่งอำนวยความสะดวกหรือโครงสร้างพื้นฐาน โดย Leo จะสามารถตรวจจับเครื่องจักรและรายละเอียดปลีกย่อยภายใน ซึ่งเป็นจุดที่สำคัญจริง ๆ

ท่อส่งน้ำมันที่โรงกลั่นถูกบันทึกภาพโดย Artec Leo ภาพโดย Team, Inc.
【จุดสำคัญ】---------------------------------
Artec Leo จึงเป็น CMM แบบพกพาที่มีเอกลักษณ์เฉพาะ ด้วยฟังก์ชันไร้สายที่ครบครัน, จอแสดงผลในตัว และการทำงานแบบไร้เป้าหมาย
Artec Ray II
LiDAR มักถูกมองว่าเป็นโซลูชันด้านมาตรวิทยา แต่เครื่องสแกนอย่าง Artec Ray II ช่วยให้สามารถตรวจสอบได้ในขอบเขตที่กว้างกว่า CMM แบบดั้งเดิมหลายรุ่นมีข้อจำกัดด้านขนาดของวัตถุ แต่ Ray II สามารถพกพาไปยังสถานที่จริงและตั้งค่าเพื่อสแกนอาคารและโครงสร้างพื้นฐานทั้งหมดได้จากระยะ 130 เมตรด้วยความแม่นยำสูง จึงเหมาะอย่างยิ่งสำหรับการตรวจสอบสะพานหรือการสร้างคู่แฝดดิจิทัลในโรงงาน
ด้วยการเข้าถึงที่กว้างขวาง Ray II ยังสามารถเข้าถึงแอปพลิเคชันอื่น ๆ นอกเหนือจาก CMM ทั่วไป ไม่ว่าจะเป็นการบันทึกสถานที่เกิดเหตุอาชญากรรมทางนิติวิทยาศาสตร์, รางรถไฟที่ยาว หรือแหล่งมรดกทั้งหมด
【จุดสำคัญ】---------------------------------
เครื่องสแกน 3 มิติมีหลากหลายรูปทรงและขนาด คุณจึงเลือกโซลูชันการวัดที่ตรงตามความต้องการในอุตสาหกรรมของคุณได้
คุณสมบัติหลัก
ความแม่นยำและความเที่ยงตรง: CMM แบบออปติคัลอาจไม่สามารถวัดระดับความแม่นยำสูงสุดได้เทียบเท่ากับเครื่องมือวัดแบบสัมผัส แต่สามารถบันทึกภาพด้วยความแม่นยำระดับต่ำกว่ามิลลิเมตร (บางครั้งอาจถึงระดับไม่กี่ไมครอน) ซึ่งเพียงพอสำหรับการใช้งานวัด 3 มิติส่วนใหญ่
ในทางมาตรวิทยา ความแม่นยำสูงหมายถึงความสามารถในการวัดที่มีความสามารถในการทำซ้ำได้สูง ซึ่งทำให้ความแม่นยำเป็นสิ่งสำคัญอย่างยิ่งต่อการบรรลุผลลัพธ์ที่เชื่อถือได้ในอุตสาหกรรมการผลิต ซึ่งความคลาดเคลื่อนอาจนำไปสู่ความล้มเหลวของผลิตภัณฑ์ เครื่องวัดพิกัดเชิงแสง (CMM) เช่น Micro II มอบความสามารถในการทำซ้ำได้อย่างยอดเยี่ยม ทำให้ผู้ใช้มั่นใจได้ว่าสามารถวัดได้ในขณะที่ปฏิบัติตามข้อกำหนดและมาตรฐานที่เข้มงวด

เครื่องสแกน 3 มิติ Micro II ขนาดกะทัดรัดและมีความแม่นยำ 0.005 มม. ถือเป็นทางเลือกที่ยอดเยี่ยมสำหรับ CMM แบบออปติคัลแบบดั้งเดิมเมื่อคุณต้องตรวจสอบชิ้นส่วนขนาดเล็ก
ความเร็วในการบันทึก: เมื่อเทียบกับการวัดด้วยโพรบ CMM แบบออปติคัลมักจะเร็วกว่ามาก ยกตัวอย่างเช่น Artec Leo ที่ใช้โครงสร้างและใช้พลังงานแสง สามารถบันทึกวัตถุขนาดเล็กได้ภายในไม่กี่นาที แน่นอนว่าขึ้นอยู่กับเทคโนโลยีที่คุณเลือกใช้ แต่โดยทั่วไปแล้ว CMM แบบไม่สัมผัส (ไม่ว่าจะเป็นแบบเลเซอร์หรือแบบออปติคัล) จะให้ผลลัพธ์ได้เร็วกว่าการเก็บข้อมูลแบบสัมผัสแบบดั้งเดิม
ความคล่องตัว: โดยทั่วไปแล้ว CMM จะถูกยึดติดแน่นกับที่เพื่อป้องกันการสั่นสะเทือนจากภายนอกที่รบกวนการวัด ทำให้สามารถเก็บข้อมูลได้เฉพาะในสถานที่จริงเท่านั้น ในทางตรงกันข้าม CMM แบบพกพาสามารถติดตั้งเข้ากับแขนหุ่นยนต์หรือติดตั้งแยกอิสระได้ ในทางทฤษฎีแล้ว การใช้งานแบบแยกอิสระจะปลดล็อกความเป็นไปได้ที่ไร้ขีดจำกัด – ผู้ผลิตสามารถวิเคราะห์คุณภาพผลิตภัณฑ์ได้ทุกที่ทุกเวลาที่ต้องการ
การประมวลผลข้อมูล: CMM ที่ติดตั้งบนโพรบจะเปลี่ยนจุดที่จับได้ให้กลายเป็นระบบพิกัด ซึ่งสามารถนำมาใช้สร้างคุณลักษณะใหม่ได้ ในทางกลับกัน CMM แบบออปติคัล เช่น เครื่องสแกน 3 มิติ จะเปลี่ยนกลุ่มจุดให้กลายเป็นตาข่าย ซอฟต์แวร์ CMM เฉพาะทางมักจะเหมาะกับ GD&T มากกว่า แต่โปรแกรมอย่าง Geomagic Control X และ Zeiss Inspect Optical 3D กำลังช่วยให้การสแกน 3 มิติเร็วขึ้น
การรวม: CMM แบบพกพาแบบออปติคัลมีข้อจำกัดน้อยกว่า CMM แบบดั้งเดิม โดยรองรับการรวมฮาร์ดแวร์กับแขนหุ่นยนต์และใช้ซอฟต์แวร์วิเคราะห์ของบริษัทอื่นได้
【จุดสำคัญ】---------------------------------
ข้อมูลการสแกน 3 มิติที่จับภาพได้สามารถวิเคราะห์ได้ในซอฟต์แวร์ยอดนิยม เช่น Geomagic Control X, Zeiss Inspect Optical 3D และ PolyWorks
แอปพลิเคชัน
การผลิตและการควบคุมคุณภาพ
เครื่องวัดพิกัดเชิงแสง (CMM) สามารถผสานรวมเข้ากับเวิร์กโฟลว์การผลิตได้โดยตรงสำหรับการวัดชิ้นส่วนเป็นชุด หรือใช้แบบ at-line สำหรับการตรวจสอบระหว่างการผลิต เทคโนโลยีนี้ยังเหมาะอย่างยิ่งสำหรับการรับรองว่าชิ้นส่วนที่จัดหาจากแหล่งอื่นเป็นไปตามมาตรฐานที่ต้องการ Ausco Products เป็นตัวอย่างที่ยอดเยี่ยม: ผู้ผลิตเบรกออฟโรดรายนี้ตรวจสอบชิ้นงานหล่อที่จ้างจากภายนอกโดยใช้การสแกน 3 มิติ Artec นอกจากการทดสอบความคลาดเคลื่อนแล้ว เทคโนโลยีนี้ยังช่วยให้บริษัทสามารถตรวจสอบได้ว่าเบรกจะพอดีกับพื้นที่แคบ ๆ เช่น ซุ้มล้อหรือไม่ ซึ่งจะช่วยเร่งกระบวนการปรับแต่งผลิตภัณฑ์ให้เร็วขึ้น
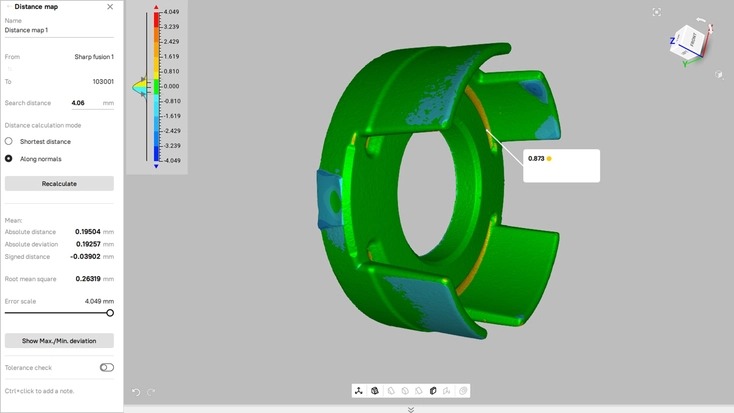
ภาพหล่อลูกสูบกำลังถูกตรวจสอบด้วยการทำแผนที่ระยะทางใน Artec Studio ภาพโดย Ausco Products Inc.
โดยรวมแล้ว CMM แบบออปติคอลมีการใช้งานในเวิร์กโฟลว์การผลิต ตั้งแต่การตรวจสอบชิ้นงานแรกไปจนถึงการวิเคราะห์ระหว่างกระบวนการ, การควบคุมคุณภาพ และการวิศวกรรมย้อนกลับสำหรับการออกแบบซ้ำ
การบินและอวกาศ
ในอุตสาหกรรมการบินและอวกาศ เครื่องวัดพิกัดเชิงแสง (CMM) มีความสำคัญอย่างยิ่งยวดต่อความแม่นยำ, ความปลอดภัย และการปฏิบัติตามมาตรฐานที่เข้มงวด ซึ่งอาจใช้ในกระบวนการผลิต เช่น การวัดระหว่างการผลิตเครื่องยนต์เทอร์ไบน์, การประกอบตัวเครื่องบิน หรือการบำรุงรักษา, ซ่อมแซม และยกเครื่องอากาศยาน อย่างไรก็ตาม แม้อุตสาหกรรมนี้จะมีข้อกำหนดด้านความแม่นยำที่เข้มงวด แต่ความต้องการความแม่นยำก็ไม่ได้สูงอย่างที่คุณคิด
การบันทึกข้อมูลที่มีความแม่นยำระดับต่ำกว่ามิลลิเมตรมักเพียงพอสำหรับการตรวจสอบชิ้นส่วนอากาศยาน โดยเฉพาะอย่างยิ่งหากชิ้นส่วนเหล่านั้นไม่ได้มีความสำคัญต่อการบิน 3DMakerWorld ซึ่งเป็นพันธมิตรที่ได้รับการรับรองระดับ Gold ของ Artec ได้สาธิตสิ่งนี้โดยการวิศวกรรมย้อนกลับเครื่องบินขนาดเล็ก Sadler Vampire กับ Artec Leo ซึ่งในการทำเช่นนี้ พวกเขาได้ช่วยลูกค้าสร้างเครื่องบินอันทรงคุณค่าของพวกเขาให้พร้อมสำหรับอนาคตด้วยการสร้างคลังข้อมูลอะไหล่ดิจิทัล
ยานยนต์
เช่นเดียวกับในอุตสาหกรรมการบินและอวกาศ การประยุกต์ใช้ CMM แบบออปติคัลในยานยนต์มีความหลากหลายอย่างมาก ผู้ผลิตอุปกรณ์ดั้งเดิมบางรายอาจตรวจสอบโครงสร้างที่เชื่อมก่อนทำการพ่นสี ผู้ผลิตรายอื่นอาจใช้เทคโนโลยีนี้เพื่อวัดการตกแต่งภายใน และผู้ผลิตรายอื่นอาจตรวจสอบชิ้นส่วนระบบส่งกำลังหรือระบบช่วงล่างว่าเป็นไปตามมาตรฐานหรือไม่
กรณีการใช้งานเหล่านี้ไม่จำเป็นต้องจำกัดอยู่แค่การผลิตยานยนต์เท่านั้น ยังสามารถขยายไปสู่การดัดแปลงได้อย่างง่ายดาย ไม่ว่าจะเป็นการเพิ่มสปอยเลอร์, สกู๊ป หรือการอัพเกรดเพื่อเพิ่มประสิทธิภาพ ในสหรัฐอเมริกา BD Engineering ได้นำหลักการนี้ไปสู่อีกระดับด้วยการสร้างสรรค์ชุดแต่งดริฟท์ Toyota Supra แบบกำหนดเอง โดยใช้การปรับแต่งอันน่าทึ่งและ Artec Leo
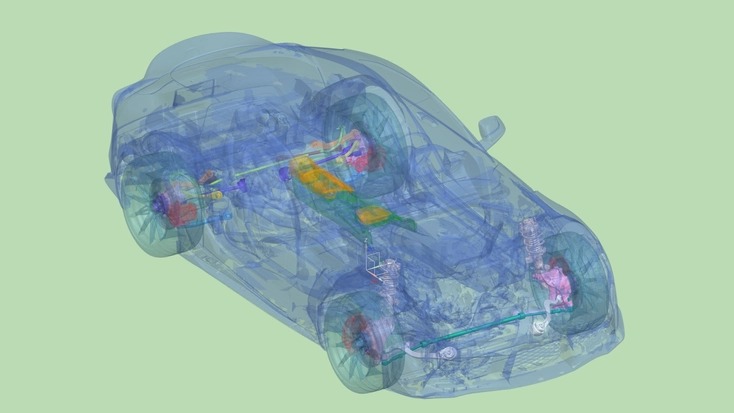
BD Engineering ได้ทำวิศวกรรมย้อนกลับของ Toyota Supra และวางแผนการดัดแปลง ภาพโดย BD Engineering
การผลิตอุปกรณ์ทางการแพทย์
ในการผลิตอุปกรณ์ทางการแพทย์ มักใช้เครื่องวัดความเรียบผิว (CMM) แบบออปติคัลเพื่อวัดความหยาบผิวและการรวมตัวของกระดูก (osseointegration) ของข้อเข่า, สะโพก และกระดูกสันหลัง นอกจากนี้ เครื่องมือผ่าตัดทั่วไป เช่น มีดผ่าตัด, คีมคีบ และสายสวน ก็ได้รับการตรวจสอบคุณภาพเช่นกัน
ปัญหาการขาดแคลนอุปกรณ์ทางการแพทย์คุณภาพสูงกลายเป็นปัญหาสำคัญในช่วงแรกของการระบาดของโควิด-19 เพื่อแก้ไขปัญหานี้ เทคโนโลยี 3 มิติจึงถูกนำไปใช้ทั่วโลก ทั้งในฐานะเครื่องวัดความอิ่มตัวของออกซิเจนแบบพกพา (CMM) แบบออนดีมานด์ และเครื่องมือการผลิตแบบเร่งด่วน ที่ Assistance Publique – Hôpitaux de Paris Artec Space Spider ถูกนำมาใช้ตรวจสอบอุปกรณ์การแพทย์ฉุกเฉิน รวมถึงท่อและหน้ากากอนามัย ซึ่งช่วยให้แพทย์ปลอดภัยในช่วงเวลาที่ยากลำบาก
【จุดสำคัญ】---------------------------------
CMM แบบออปติคัลไม่ได้มีไว้เพียงเพื่อการตรวจสอบเท่านั้น แต่ยังช่วยเพิ่มโอกาสในการแปลงสินค้าคงคลังเป็นดิจิทัลและการปรับแต่งอีกด้วย
การวิจัยและพัฒนา
โดยทั่วไปแล้ว CMM แบบออปติคัลจะถูกใช้ในการวิจัยและพัฒนาผลิตภัณฑ์เพื่อตรวจสอบความถูกต้องของมิติของการออกแบบในระยะเริ่มต้น การสแกน 3 มิติและเปรียบเทียบต้นแบบกับข้อมูล CAD ทำได้ง่ายและรวดเร็ว อีกทั้งยังไม่ต้องสัมผัส จึงเป็นรูปแบบหนึ่งของการทดสอบแบบไม่ทำลาย ประเด็นอื่น ๆ ที่ควรพิจารณา ได้แก่ การตรวจสอบความถูกต้องของการออกแบบ, การกำหนดความคลาดเคลื่อน และการสร้างภาพเสมือนจริง ซึ่งเกิดขึ้นตั้งแต่ช่วงต้นของกระบวนการ
นอกจากการตรวจสอบผลิตภัณฑ์แล้ว แบรนด์รองเท้าชื่อดังอย่าง ASICS ยังใช้การสแกน 3 มิติ Artec และการถ่ายภาพด้วยโฟโตแกรมเมทรีเพื่อสร้างสื่อการตลาดที่สมจริงและน่าสนใจ แบบจำลองรองเท้าวิ่งที่บันทึกได้อย่างแม่นยำไม่เพียงแต่ช่วยให้ผู้ผลิตสามารถควบคุมคุณภาพได้อย่างเหนือชั้นเท่านั้น แต่ยังช่วยสื่อสารข้อความเบื้องหลังผลิตภัณฑ์และดึงดูดลูกค้าได้อีกด้วย

แบบจำลอง 3 มิติที่สมจริงสุด ๆ ของรองเท้าวิ่ง สร้างขึ้นด้วยเครื่องมือสแกน 3 มิติและโฟโตแกรมเมทรีของ Artec ภาพจาก ASICS Corporation
การเริ่มต้นใช้งาน CMM แบบออปติคัล
แล้วคุณควรพิจารณาอะไรบ้างในการวัดด้วย CMM แบบออปติคัล? ดังที่ได้กล่าวไปแล้ว ระบบส่วนใหญ่ทำงานโดยใช้เทคโนโลยีการจับภาพด้วยแสง ซึ่งอาจเป็นแสงที่มีโครงสร้าง, เลเซอร์ หรือชุดเซ็นเซอร์กล้อง นอกจากนี้ยังต้องใช้หน่วยควบคุมหรือซอฟต์แวร์เฉพาะทางสำหรับการประมวลผลข้อมูล และ (อาจรวมถึง) เครื่องมือสอบเทียบ เช่น เป้าอ้างอิง
เมื่อต้องเลือก CMM แบบออปติคัลที่เหมาะสมกับการใช้งานเฉพาะของคุณ มีหลายสิ่งที่ต้องพิจารณา ยกตัวอย่างเช่น ขนาดของวัตถุอาจมีบทบาทสำคัญอย่างยิ่ง หากชิ้นงานของคุณมีขนาดใหญ่ CMM แบบคงที่จะไม่สามารถจับชิ้นงานได้เพียงพอหรือวัดความเร็วได้อย่างแม่นยำ ความแม่นยำและความละเอียดก็เป็นสิ่งสำคัญที่ต้องพิจารณาตั้งแต่เริ่มต้น
หากคุณกำลังทำงานโดยคำนึงถึงความคลาดเคลื่อนต่ำกว่ามิลลิเมตร คุณจะต้องมีระบบที่สามารถตอบสนองความต้องการเหล่านั้นได้ ในบางกรณี แม้แต่ที่ทำงานของคุณก็อาจมีบทบาทสำคัญ (หากคุณทำงานในสถานที่ที่มีเสียงดังหรือมีแนวโน้มเกิดการสั่นสะเทือน) สุดท้าย เรขาคณิตคือปัจจัยสำคัญที่ควรเป็นหัวใจสำคัญในการตัดสินใจของคุณ เทคโนโลยีบางอย่างสามารถจับภาพรูปทรงอิสระและรูได้ดีกว่าเทคโนโลยีอื่นๆ!
CATEGORIES
LATEST ARTICLE
-
 ข่าว คอลัมน์
ข่าว คอลัมน์2026.03.04 อัปเดต
รูปปั้นครึ่งตัวอย่างเป็นทางการของแกรนด์ดยุคแห่งลักเซมเบิร์กองค์ใหม่ ผลิตด้วยเทคโนโลยีการสแกน 3 มิติของ Artec
-
ข่าว ข้อมูลสินค้า
2026.02.03 อัปเดต
Artec Studio 20.3 รองรับ PolyWorks มาพร้อมฟีเจอร์ใหม่ และแก้ไขข้อบกพร่องต่าง ๆ