NEWS & COLUMN ข่าว&คอลัมน์
วิธีใช้เครื่องพิมพ์โลหะ 3D
วิธีการเคลือบโดยใช้ผงโลหะเป็นวิธีการหลักสำหรับเครื่องพิมพ์ 3D ที่เป็นโลหะ
เทคนิคการพิมพ์โลหะ 3D ส่วนใหญ่ใช้วิธีผงโลหะ ดังนั้นประเภทของเครื่องพิมพ์โลหะจึงถูกแบ่งย่อยออกไป มีหลายวิธีขึ้นอยู่กับวิธีการหลอมผงเข้ากับชิ้นส่วนโลหะ ตัวอย่างเช่น พวกมันมีตั้งแต่การหลอมผงโดยใช้เลเซอร์พลังงานสูง ไปจนถึงการอัดเส้นใยของผงโลหะที่เชื่อมติดกัน ในคอลัมน์นี้ เราจะแนะนำคุณเกี่ยวกับการพิมพ์โลหะ 3D ประเภทที่ใช้บ่อยที่สุด วิธีการทำงาน และประโยชน์ของการพิมพ์
①ผงแป้งฟิวชัน (Powder Bed Fusion)
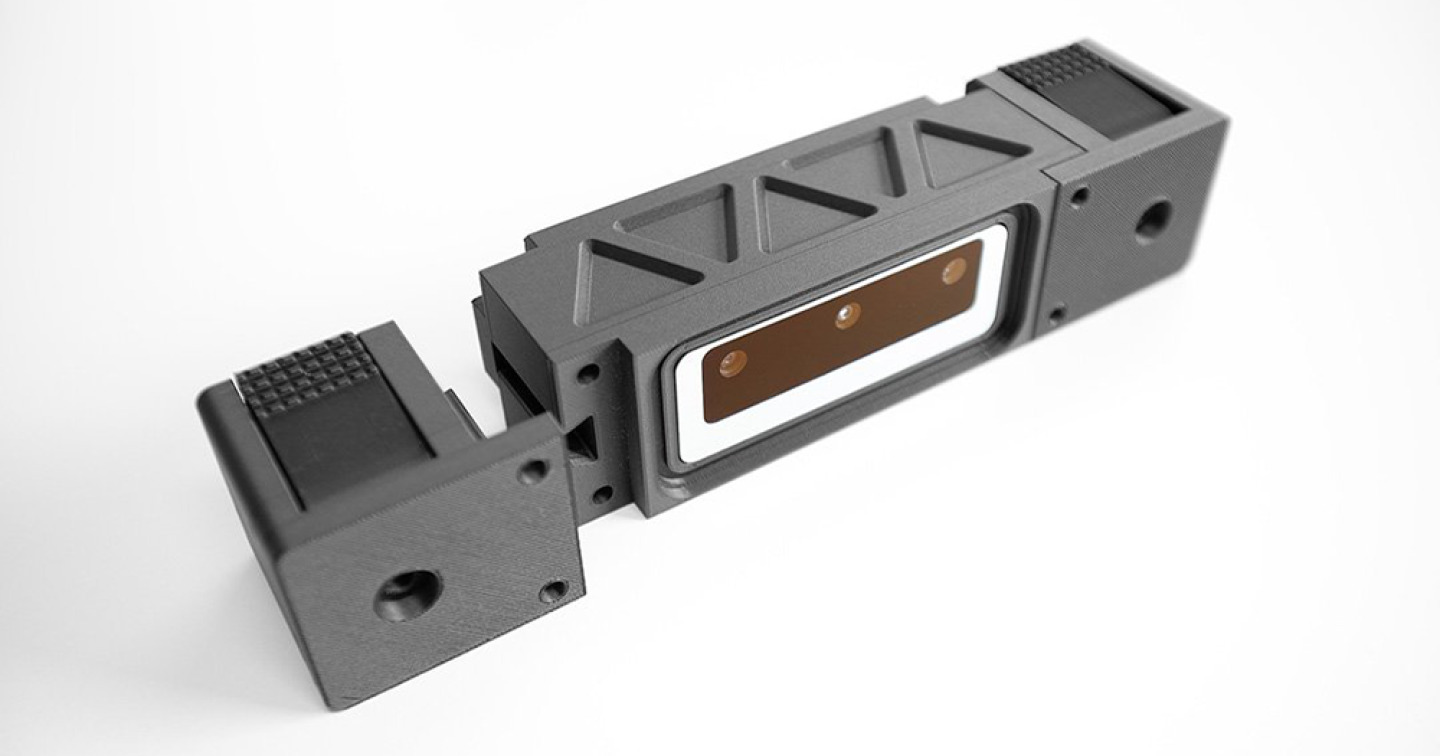
ชิ้นส่วนที่สร้างแบบจำลองโดยวิธี FFF นั้นแทบจะไม่มีสถานะเป็นของแข็ง ด้านในของชิ้นส่วนส่วนใหญ่จะเป็นรูปโพรงและมีฝาปิด ซึ่งจะช่วยลดต้นทุนการขึ้นรูปและเวลาในการขึ้นรูปโดยไม่ลดความแข็งแรงของชิ้นส่วน และลดปัญหาการบิดงอและข้อผิดพลาดของมิติอันเนื่องมาจากอัตราการขยายตัวและหดตัวจากความร้อน
นี่คือคำถาม ความหนาของเปลือกหุ้มโมเดลใดหรือความหนาแน่นของวัสดุเติมที่ส่งผลต่อความแข็งแรงของชิ้นส่วน คำตอบสามารถเข้าใจได้ด้วยการรู้จัก “ทฤษฎีการดัดงอ”
ปัจจุบัน วิธีการ Powder Bed Fusion นี้เป็นวิธีที่นิยมใช้กันมากที่สุดสำหรับการพิมพ์โลหะ 3D วิธีการ Powder Bed Fusion เป็นวิธีการวางชั้นผงละเอียดบนบิลด์เพลท ส่วนตัดขวางของชิ้นส่วนที่หั่นแล้วจะหลอมละลาย และชิ้นส่วนจะถูกเคลือบ วิธี Powder Bed Fusion มี 2 ประเภทหลักคือ “วิธีลำแสงเลเซอร์” และ “วิธีลำแสงอิเล็กตรอน”
◆วิธีการฉายลำแสงเลเซอร์ (SLM/SLS/DMLS/DMP/LPBF)
วิธีการ Powder Bed Fusion ส่วนใหญ่ใช้วิธี SLM (Selective Laser Melting) วิธี SLM ใช้เลเซอร์กำลังสูงในการหลอมชั้นโลหะเพื่อสร้างส่วนประกอบ หลังจากสร้างแบบจำลองแล้ว ชิ้นส่วนต่าง ๆ จะถูกแยกออกจากฐานรองพิมพ์และหลังการประมวลผล เป็นมาตรฐานสำหรับเครื่องพิมพ์โลหะ 3D ในปัจจุบัน และผู้ผลิตเครื่องพิมพ์โลหะ 3D ส่วนใหญ่ขายอุปกรณ์ SLM
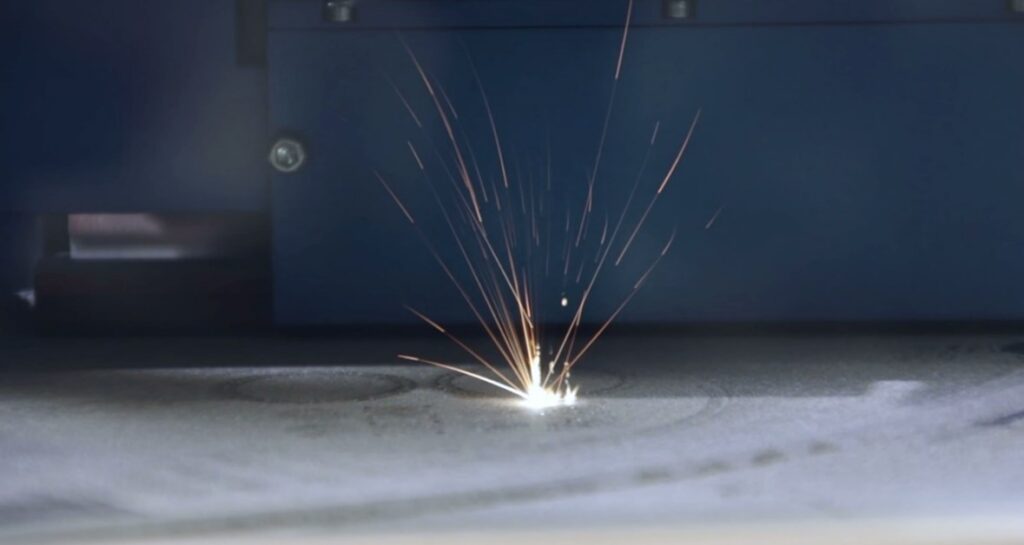
ระหว่างการสร้างแบบจำลอง (วิธีลำแสงเลเซอร์)
วิธีการฉายแสงเลเซอร์ซึ่งมีประวัติศาสตร์อันยาวนานในการพิมพ์โลหะ 3D เป็นเทคโนโลยีที่พัฒนาเต็มที่ที่สุด และมักใช้เป็นมาตรฐานในการประเมินเมื่อพิจารณาเครื่องพิมพ์ 3D แบบโลหะ
วิธี SLM เหมาะสำหรับรูปร่างที่แม่นยำและซับซ้อนที่ไม่สามารถประมวลผลโดยวิธีอื่นได้ และเหมาะสำหรับการใช้งานที่หลากหลายตั้งแต่ทันตกรรม/การดูแลทางการแพทย์ไปจนถึงการบินและอวกาศ ปริมาณการผลิตมีตั้งแต่ขนาดเล็กมาก (100 mm ลูกบาศก์) ไปจนถึงขนาดใหญ่ (800 mm x 500 mm x 400 mm) ด้วยความเร็วการสร้างปานกลาง ความแม่นยำของเครื่องเหล่านี้ขึ้นอยู่กับเส้นผ่านศูนย์กลางของลำแสงเลเซอร์และความสูงของชั้น ข้อดีอีกประการหนึ่งคือเข้ากันได้กับวัสดุหลายประเภท
แม้ว่าเครื่องจักรเหล่านี้จะล้ำสมัย แต่ก็จำกัดเฉพาะผู้ใช้ในอุตสาหกรรม (โดยเฉพาะบริษัทขนาดใหญ่) เนื่องจากอุปกรณ์ต่าง ๆ และข้อกำหนดหลังการประมวลผล พนักงานมืออาชีพจำเป็นต้องจัดการกับเครื่องพิมพ์ 3D โลหะ SLM กระบวนการนี้ซับซ้อนมากจนคุณต้องสร้างชิ้นส่วนที่น่าพอใจและทำการปรับเปลี่ยนหลายอย่างเพื่อให้ได้ผลลัพธ์ นอกจากนี้ หลังการทรีทเมนต์และการรักษาความร้อนเป็นสิ่งจำเป็นหลังจากการสร้างแบบจำลอง ซึ่งใช้เวลาและความพยายามอย่างมาก นอกจากนี้ ผงโลหะที่ใช้โดยวิธี SLM นั้นอันตรายอย่างยิ่งและมีราคาแพงในการจัดการ
แม้ว่าจะสามารถสร้างแบบจำลองที่มีความแม่นยำสูง แต่ก็มีข้อเสียบางประการดังที่กล่าวไว้ข้างต้น และหลาย ๆ อย่างมีราคาแพง
◆วิธีการฉายลำแสงอิเล็กตรอน (EBM)
วิธี EBM เป็นอุปกรณ์ที่ใช้ลำแสงอิเล็กตรอนแทนเลเซอร์สำหรับการซ้อน ที่มีชื่อเสียงคือ GE Additive ลำแสงอิเล็กตรอนมีความแม่นยำน้อยกว่าวิธี SLM แต่สำหรับชิ้นส่วนขนาดใหญ่ กระบวนการทั้งหมดจะผลิตได้เร็วกว่า เช่นเดียวกับวิธี SLM วิธีใช้ลำแสงอิเล็กตรอนแทบไม่มีปัญหาใด ๆ เช่น การจำกัดรูปร่าง และมีการใช้กันอย่างแพร่หลายในด้านการบินและอวกาศและการแพทย์ อย่างไรก็ตาม เช่นเดียวกับวิธี SLM วิธี EBM มีค่าใช้จ่ายมากกว่า 1 ล้านเยนในการตั้งค่า ต้องใช้ช่างเทคนิคเฉพาะเพื่อใช้งาน และราคาของเครื่องเองก็สูง
②วิธี DED (Direct Energy Deposition)
วิธี DED (การแปลภาษาญี่ปุ่น: วิธีการสะสมพลังงานโดยตรง) เป็นวิธีการผลิตชิ้นส่วนโดยใช้วัตถุดิบโลหะและเลเซอร์ วัตถุดิบ (ผงหรือลวด) และเลเซอร์ถูกวางไว้บนหัวพิมพ์เดียว ต่างจากวิธีแบบผง ในขณะที่วัสดุจะถูกจัดหาและหลอมรวมในเวลาเดียวกัน ชิ้นส่วนที่ได้จะคล้ายกับวิธี Powder Bed Fusion โดยมีความแตกต่างบางประการ
◆วิธี DED แบบผง (Powder DED/LMD) ระหว่างการสร้างแบบจำลอง
เช่นเดียวกับวิธีใช้ลำแสงเลเซอร์ วิธี DED แบบผงยังผลิตชิ้นส่วนโลหะโดยใช้ผงโลหะ แทนที่จะฉีดผงลงบนเตียงและหลอมด้วยเลเซอร์ หัวพิมพ์จะฉีดผงลงบนชิ้นส่วนอย่างแม่นยำ และเลเซอร์บนหัวจะหลอมรวมเข้ากับชิ้นส่วน
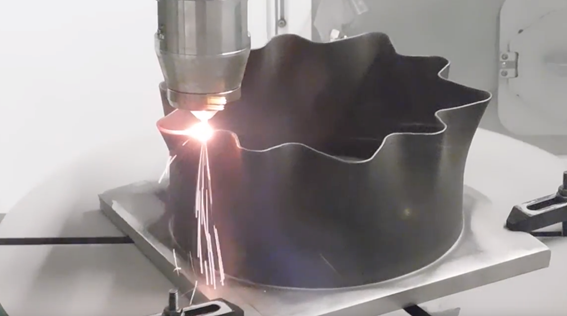
ระหว่างการสร้างแบบจำลอง (ผง DED)
วิธี DED แบบผงใช้ผงโลหะและเลเซอร์ ดังนั้นจึงคล้ายกับชิ้นส่วนที่สร้างแบบจำลองโดยวิธี SLM มาก โดยมีความแตกต่างที่สำคัญอย่างหนึ่ง วิธี DED แบบผงสามารถใช้ระบบจ่ายผงแบบพิเศษเพื่อ “ซ่อมแซม” ข้อบกพร่องในชิ้นส่วนต่าง ๆ ข้อกำหนดด้านวัสดุ, หลังการประมวลผล และการจัดการผงของวิธี DED แบบผงมีความคล้ายคลึงกับวิธี SLM และราคาของเครื่องมักสูง
◆วิธี DED แบบลวด (Wire DED/EBAM)
วิธี DED แบบลวดหลอมวัตถุดิบด้วยเลเซอร์เหมือนวิธี DED แบบผง แต่วัตถุดิบไม่ใช่ผง แต่เป็นลวดโลหะ วิธี DED แบบลวดเป็นเทคนิคเฉพาะ แต่เวลาในการขึ้นรูปนั้นสั้น ความแม่นยำและคุณภาพจึงถูกเสียสละ ดังนั้นชิ้นส่วนประเภท Wire DED จึงได้รับการออกแบบให้มีขนาดใหญ่กว่าและแม่นยำน้อยกว่าแบบผงมาก หลายเครื่องเหล่านี้มีราคาแพงเท่าที่ควร
③วิธี Binder Jetting (Binder Jetting)
วิธี Binder Jetting เป็นเทคโนโลยีการพิมพ์โลหะ 3D ขนาดใหญ่และมีความแม่นยำสูง และมีศักยภาพที่จะกลายเป็นวิธีการที่เป็นตัวแทนสำหรับเครื่องพิมพ์ 3D แบบโลหะที่มาแทนที่วิธี SLM เมื่อ 2 ปีที่แล้ว ฟิลด์นี้ถูกใช้โดยผู้ผลิตเพียงรายเดียว แต่ตอนนี้ มีการใช้ฟิลด์นี้โดยบริษัทต่าง ๆ และได้ขยายตัวอย่างรวดเร็ว โมเมนตัมนี้อาจเป็นเทคโนโลยีที่จะก้าวกระโดดครั้งสำคัญในการสร้างแบบจำลองการเคลือบโลหะ
เทคโนโลยีวิธี Binder Jetting โลหะนั้นเหมือนกับเทคโนโลยีที่ใช้โดยเครื่องพิมพ์ 2D ทั่วไป (เครื่องพิมพ์มัลติฟังก์ชัน) เพื่อนำหมึกออกอย่างรวดเร็วบนกระดาษ ขั้นแรก ให้เกลี่ยผงโลหะลงบนแท่นพิมพ์อย่างสม่ำเสมอ ถัดไป ด้วยหัวสเปรย์ที่คล้ายกับเครื่องพิมพ์ 2D โพลีเมอร์ที่ถูกยึดเกาะจะถูกฉีดพ่นตามรูปร่างหน้าตัดของชิ้นส่วน และผงจะถูกยึดติด ทำซ้ำส่วนที่ทำเสร็จแล้ว

เครื่องพิมพ์ 3D โลหะชนิด Binder Jetting
ในการทำให้ชิ้นส่วนที่จำลองโดยวิธี Binder Jetting ขึ้นเป็นโลหะอย่างสมบูรณ์ จำเป็นต้องมีการบำบัดภายหลังที่เรียกว่า “การเผาผนึก” ในขั้นตอนนี้ ชิ้นส่วนที่มีรูปร่างถูกทำให้ร้อนต่ำกว่าอุณหภูมิหลอมละลายในเตาอบ สารยึดเกาะจะไหม้และผงโลหะจะรวมกันเป็นชิ้นส่วนโลหะที่สมบูรณ์ กระบวนการนี้สามารถทำได้เป็นชุด ๆ และสามารถประมวลผลได้หลายส่วนพร้อมกัน

เครื่องพิมพ์โลหะ 3D ที่ใช้ผงต้องใช้อุปกรณ์ขนาดใหญ่ (ดูดอากาศ)
วิธี Binder Jetting มีข้อดีเหนือวิธี SLM 2 ประการ อย่างแรกคือความเร็วของการสร้างแบบจำลองสามารถเพิ่มขึ้นได้อย่างมากโดยการฉีดหลายตำแหน่งพร้อมกันโดยใช้หัวหลายหัว อย่างที่สองคือคุณสามารถสร้างชิ้นส่วนเดียวกันได้หลายสิบชิ้นในการผลิตครั้งเดียว การเผาชิ้นส่วนเหล่านี้ในเตาหลอมขนาดใหญ่ทำให้สามารถแปรรูปเป็นชุดได้ ผลที่ได้คือวิธี Binder Jetting มีความเร็วในการประมวลผลต่อส่วนประกอบที่สูงกว่าเครื่องพิมพ์โลหะอื่น ๆ อย่างมีนัยสำคัญ อย่างไรก็ตาม การจัดการความเร็วและผงแป้งนี้มีค่าใช้จ่ายสูงมาก และขณะนี้มีเครื่องจักรระดับ 100 ล้านเยนในสาขานี้เท่านั้น
④วิธี ADAM (Atomic Diffusion Additive Manufacturing)
วิธีการของ ADAM เป็นเทคโนโลยีใหม่ในด้านแม่พิมพ์โลหะเคลือบ ไม่เหมือนกับวิธีการพิมพ์ 3D แบบโลหะอื่น ๆ ส่วนใหญ่ เครื่องพิมพ์นี้ไม่ใช้โลหะแบบผง ในทางกลับกัน ผงแป้งจะถูกผูกมัดด้วยพอลิเมอร์คล้ายขี้ผึ้งและจัดให้เป็นเส้นใยในลักษณะเดียวกับที่ทำขึ้นจากการฉีดขึ้นรูปโลหะ (MIM) ผลลัพธ์ที่ได้คือวัสดุที่ปลอดภัยและใช้งานง่ายกว่าผงแป้งมาก และไม่ต้องมีมาตรการด้านความปลอดภัยใด ๆ ฟิลาเมนต์ ADAM ถูกอัดออกมาจากหัวฉีดในลักษณะที่คล้ายกับการพิมพ์ FFF 3D ทั่วไป ส่งผลให้ชิ้นส่วนที่มีผงโลหะกระจายตัวอย่างสม่ำเสมอในพอลิเมอร์คล้ายขี้ผึ้ง (Green Parts) หลังจากการสร้างแบบจำลอง มีกระบวนการหลังการบำบัด 2 ขั้นตอน อย่างแรกคือการหลอมพอลิเมอร์ใน “เครื่องล้าง” และวิธีที่สองคือการเผาชิ้นส่วนที่ล้างแล้วในเตาหลอม (คล้ายกับสารยึดเกาะ) ในกระบวนการเผาผนึก ชิ้นส่วนจะหดตัวเพื่อเติมเต็มพื้นที่ที่สร้างขึ้นโดยสารยึดเกาะที่หลอมเหลว ส่งผลให้ชิ้นส่วนโลหะสมบูรณ์

ระบบ Metal X ที่ใช้วิธี ADAM คือชุดเครื่องทำโมเดล/เครื่องล้าง/เตาเผาผนึก
เนื่องจากวิธี ADAM เป็นวิธีการสร้างแบบจำลองโดยใช้เส้นวัสดุ ข้อจำกัดเกี่ยวกับชิ้นส่วนจึงเกือบจะเหมือนกับข้อจำกัดในวิธี FFF ทั่วไป ชิ้นส่วนที่ขึ้นรูปด้วย ADAM นั้นต้องการการอบชุบด้วยความร้อนสำหรับชิ้นส่วนที่ต้องการความแข็งสูงและการปรับแต่งภายหลัง เช่น การตัดเฉือนและการขัดเงาเพื่อปรับปรุงผิวสำเร็จ แต่ไม่จำเป็นต้องใช้การจัดการผง, ต้องใช้อุปกรณ์น้อยลง วิธีการของ ADAM ใช้กระบวนการที่ง่ายกว่า ซึ่งทำให้ราคาถูกกว่าเครื่องพิมพ์โลหะ 3D รายใหญ่อื่น ๆ มาก และราคาของอุปกรณ์นั้นน้อยกว่าเครื่องพิมพ์ 3D โลหะทั่วไปถึงครึ่งหนึ่ง Markforged Metal X ใช้กระบวนการนี้ ดังนั้นโปรดติดต่อเราสำหรับข้อมูลเพิ่มเติมเกี่ยวกับกระบวนการนี้